



河北廊坊市是我國巖棉、玻璃棉生產(chǎn)的基地,其流水生產(chǎn)線采用傳統(tǒng)的滑差調(diào)速電機+調(diào)速控制板+同步器方式來控制。目前我公司在廊坊市大成縣神州集團成功的改造了3條流水生產(chǎn)線。一條9臺流水生產(chǎn)線,兩條12臺流水生產(chǎn)線。該設備為全自動特大型擺錘法巖棉生產(chǎn)線. 板線有效固化長度25米,采用旋風噴水除塵脫硫工藝。改造完成后,客戶反映在使用過程中運行穩(wěn)定,同步效果好,精度高。節(jié)電率可達35%以上,次品率比未改造前大大降低,而且產(chǎn)量比以前有明顯提高。

流水生產(chǎn)線工藝流程
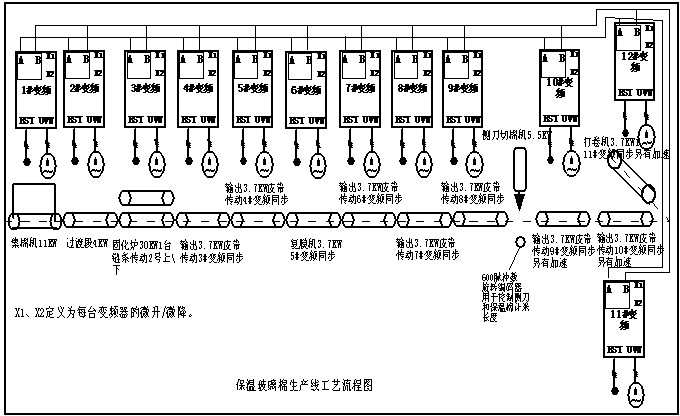
電氣系統(tǒng)配置說明
根據(jù)生產(chǎn)工藝流程和客戶提出要求配置。本控制系統(tǒng)保持友好人機對話功能。由人機界面+ PLC+天朗偉創(chuàng)變頻器+ormron旋轉編碼器組成。PLC與天朗偉創(chuàng)變頻器(12臺)進行modbus協(xié)議主從通訊。PLC為主機,所有變頻器均為從機,有一個地址。(變頻器棧號設為1-12)由人機設定運行主頻率(設集棉機運行頻率為主頻率)采用發(fā)送廣播指令給1#—12#變頻器。2#-12#變頻器則采用主通道(485通訊給定)+輔助通道給定(上升、下降控制)的控制方式。編碼器則控制側刀切棉機動作和保溫棉總長度計算。
編碼器將采集的脈沖個數(shù)輸入到FX2N的高速計數(shù)X1端子,PLC根據(jù)脈沖個數(shù)和機械減速比求出實際米數(shù),(N=60(D0)/nt*1000)D0為脈沖密度。來控制側刀動作以及在人機界面上顯示線速度及總米數(shù)。而且在人機界面上可根據(jù)生產(chǎn)要求設定切棉條的長度。為了保證側刀將棉條切開后成品棉迅速向后傳輸打卷。因此10#—12#變頻器在側刀動作瞬間應在現(xiàn)有運行頻率基礎上加5HZ頻率。也就是說必需有一個附加速功能。加速時間約持續(xù)2S。本系統(tǒng)有總啟/停功能,且每臺變器均有單獨微升/微降、單獨啟停、手/自動切換功能。實現(xiàn)上述功能都依賴天朗偉創(chuàng)變頻器強大的通訊功能和特有的主/輔通道頻率給定模式。需選購天朗偉創(chuàng)變頻器485模塊。



